加氣磚設備生產工藝流程:原料由轎車運往加工廠。煤灰或碎石子和石灰粉在原料行業集中化,應用時將他們運往料倉中。成袋或商品混凝土存儲在水泥罐中。在應用時裝進料倉。化工品,等各自置放在化工品庫房和庫房中,并各自運到生產線。2.濕式球磨機用以生產加工煤灰或沙石粉,并根據電磁感應給料機和皮帶運輸機送至濕式球磨機。碾磨后,將煤灰泵獨立送至漿料罐開展存儲。石灰根據電磁感應震動進加料器和皮帶運輸機送至鄂式破碎機開展粉碎。碎石灰根據斗提機送至石灰存儲箱,隨后根據螺旋輸送機送至濕式球磨機,碾磨地板材質。螺旋輸送機和斗提機被送進粉末狀配料倉。這說明原料的生產制造很重要。在以一定占比手動式計量檢定化工品后,制取一定濃度值的水溶液并送往儲存罐存儲。將從庫房運送到生產線,將電葫蘆提高到配料大廈的二層,倒進攪拌器中定量分析放水,拌和成混液。3.加氣砌塊機器設備,拌和,澆筑石灰,混凝土根據粉末狀分派箱下的螺旋輸送機送至自動稱重秤。螺旋輸送機能夠將原材料勻稱地加上到鍛造切換閥中。將原料和廢漿料計量檢定添加計量檢定筒中。在計量檢定各種各樣原材料以后,能夠拌和漿料。在澆筑以前,漿料應做到加工工藝規定(約45℃)。假如溫度不足,能夠在漿料計量罐中根據蒸氣加溫漿料,并在澆筑原材料以前添加混液0.5-一分鐘。






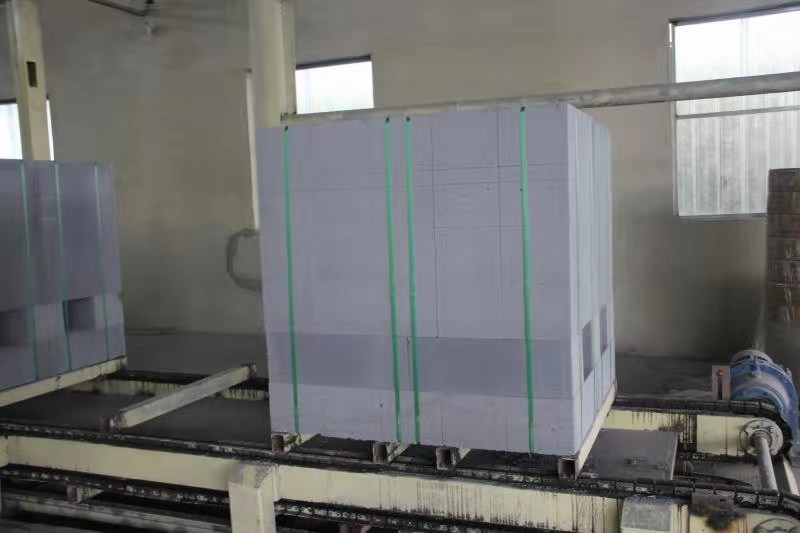
加氣砌塊蒸壓及成品
坯體在釜前停車線上組隊進行后,開啟會出釜的蒸壓釜釜門,先用起重機拖出釜內的成品釜車,隨后再將提前準備蒸壓的釜車配起重機拉進蒸壓釜開展保養。釜車里的制成品用橋式起重機吊到成品庫,隨后用叉式裝車運往成品堆放場,空釜車及釜底版吊回至回車鍵網上,清除后用起重機拉到碼架處開展下一次循環系統。
全新研制開發的加氣磚設備生產線選用自動化技術自動控制系統,促使成條線完成了自動化技術實際操作,進一步提高了工作效能和工作中準確度,進一步提高了成條生產線的商品成品率,煤灰加氣磚設備選用的自動切割機機器設備切割坯體,很好的解決了傳統式的手工制作激光切割出現的激光切割不,效率不高等難題,泰安方盛生產線相對性比別的生產線具備:自動化技術水平高,實際操作便捷,生產量大,商品成品率高。
為了更好地降低墻面開裂的難題,需從這種層面科學研究相對的防止和解決方案,簡略詳細介紹以下:
一、讓砌體的絕大多數形變產生在墻面被壓和抹灰以前
(1)平時砌體的高度不可超過1.2m。針對高壓滅菌的加氣加氣混凝土,自身重量過輕,這很可能造成 與砂漿的粘接不夠和縫隙。當再次砌墻時,將磚塊頂著削皮,將其取下,再度開展抹灰。
(2)應采取措施對策操縱灰縫的薄厚和豐滿度。應用砂漿鋪設時
,應限定砂漿的長短。 
掃一掃手機網站









 在線客服
在線客服 13853819009
13853819009 tafangsheng@163.com
tafangsheng@163.com